




2019 Ĉinio Nova Dezajno Ĉapelo/C/U/C Profila Kanalo Roll Forming Machine



daŭrigi por pliboniĝi, por garantii varojn altkvalitan konforme al merkataj kaj aĉetantaj normaj bezonoj.Nia organizo havas altkvalitan certigan proceduron jam estis establita por 2019 Ĉina Nova Dezajno Ĉapelo/C/U/C Profila Kanala Roll Forming Machine, Ni bonvenigas novajn kaj aĝajn perspektivojn de ĉiuj kampoj de ĉiutaga vivo por akiri nin por longtempe. entreprenaj asocioj kaj atingi reciprokan plenumon!
daŭrigi por pliboniĝi, por garantii varojn altkvalitan konforme al merkataj kaj aĉetantaj normaj bezonoj.Nia organizo havas altkvalitan certigan proceduron por kiu jam estis establitaĈina Hat Profile Roll Forming Machine kaj H Purlin Roll Forming Machine, Niaj produktoj estas vaste rekonitaj kaj fidindaj de uzantoj kaj povas kontentigi kontinue ŝanĝiĝantan de ekonomiaj kaj sociaj bezonoj.Ni bonvenigas novajn kaj malnovajn klientojn el ĉiuj kampoj de vivo por kontakti nin por estontaj komercaj rilatoj kaj reciproka sukceso!
PRISKRIBO DE LA PRODUKTO
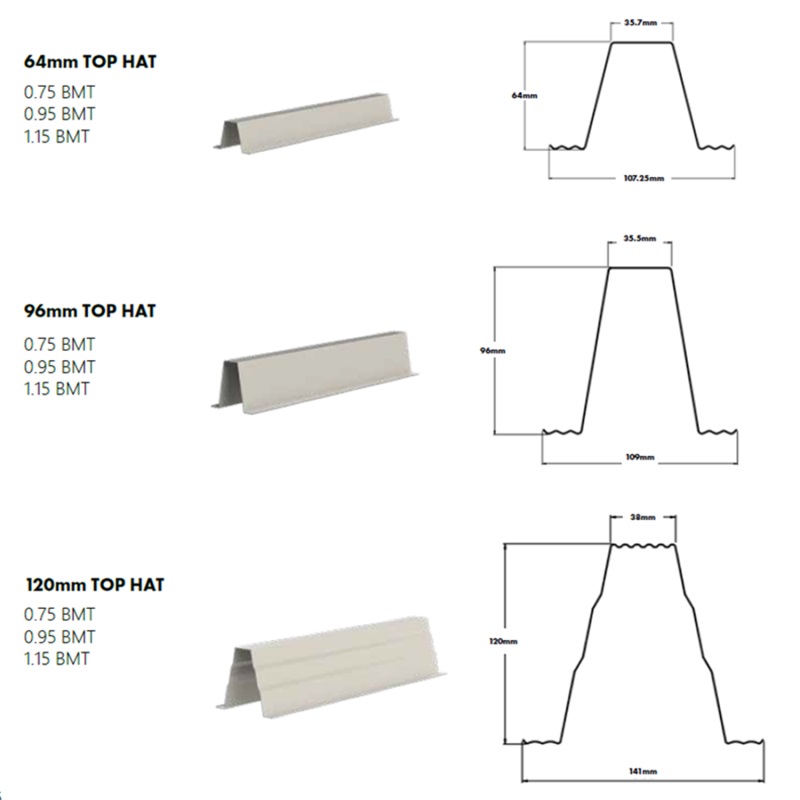
Ĉapelkanaloj estas alternativa speco de ŝtala tegmento enkadriga sistemo, kiu ankaŭ povas esti utiligita kiel purlin kie pli malalta profilo estas postulata, aŭ kie la kovrilsistemo postulas pli proksiman purlininterspacigon tiel igante normajn "Z" aŭ "C" purlins tro multekostaj.
Nia ĉapelprofila rulforma maŝino estas por fari la ĉapelajn kanalojn, kiuj vaste aplikeblas en metalaj/ŝtalaj tegmentaj konstruaj industrioj.


ĈEFAJ TEKNIKAJ PARAMETROJ
| 1 | Maŝina strukturo | Individua arĉpordejo staras strukturo |
| 2 | Tuta potenco | Motora potenco - 18.5kw Hidraŭlika potenco - 5.5kw |
| 3 | Rulstacioj | 18 punktoj stacioj |
| 4 | Produktiveco | 15-25m/min |
| 5 | Senvolvigilo | 3T hidraŭlika senvolvaĵo |
| 6 | Leverling parto | Supre estas 3 ruloj, malsupren estas 4 stacioj (totalo estas 7 ruloj) |
| 7 | Stirsistemo | Per sendependa rapidumujo |
| 8 | Diametro de ŝafto | ¢60mm solida ŝafto |
| 9 | Rulmaterialo | Amerika D2 D3 |
| 10 | Antaŭ pugno kaj tranĉa sistemo | Antaŭtranĉado por ŝanĝi la materialon Materialo de la pugnomuldilo: Cr12 |
| 11 | Hidraŭlika tranĉa sistemo | Cr12 kun varmotraktado 58-60° |
| 12 | Hidraŭlika potenco | 7.5KW |
ĈEFAJ KUNMETOJ
| 1 | Aŭtomata De-volvaĵo | 1. Unukapa dezajno 2. Ŝarĝanta pezo: 3Tons 3. Hidraŭlika aŭtomata ekspansio kaj streĉiĝo 4. Taŭga larĝo: <300mm 5. Bobeno ID: ¢500±20mm 6. Bobeno OD: ≤1200mm |
| 2 | Servo-Nutrado-Ebenigado | 1. Ĝi adoptas 5 rulojn por nivelado, 2 parojn da gvid-ruloj 2. Maksimuma ebeniga rullarĝo: 300mm 3. Adaptiĝu al la maksimuma rula dikeco: 1~2mm 4. Maksimuma laborrapido: 20 m/min 5. Stirita: servomotoro |
| 3 | Multfunkcia Punĉa Maŝino | 1. 6 pugnostacioj, 2. Servomotora potenco: 1.3KW 3. Servomotora marko: Japanio Yaskawa 4. Taŭga larĝo: <300mm 5. Punanta muldilon rapidan poziciigadon, ripetu pozicion. |
| 4 | Roll Forming Machine | 1. Stirita sistemo: Motoro, reduktilo, spirala bevel ilara stirado 2. Ĉefa maŝina potenco: 15KW * 2 Aroj, 3. Motora marko: servomotoro SIEMENS BADE 4. Modulaj Komponentoj rapida poziciigado, ripetu pozicion 5. Formado de stacioj: 18 grupaj stacioj |
| 5 | Hidraŭlika Tranĉa Maŝino | 1. Hidraŭlika ununura stacio, 2. Tranĉa forto: 30Tons, 3. Tranĉa tipo: ĉesu tranĉi 4. Modulaj Komponentoj rapida poziciigado, ripetu pozicion |
| 6 | Komputila Kontrola Skatolo | 1. Japanio Mitsubishi motion regilo PLC 2. Japana Yaskawa Servosistemo 3. Kun homa maŝina interfaco tuŝekrano 4. Schneider malforta nuna kontrolo |
| 7 | Hidraŭlika Stacio | 1. Hidraŭlika sistemo potenco: 15KW 2. Hidraŭlika valoro: Huade, 3. Kun ventumila malvarmiga sistemo |
PROCESO DE Produktado
Malvolvado → ebenigo → Looper (stokado) → servo-nutrado → Plurstacia truado → formanta stacio → Hidraŭlika tranĉado → Elŝutado de finita produkto
EKVIMENJUNOJ DE LABORPECO
Ĉapelo kanalo rulo formanta maŝino;ĉapelo profilo formanta maŝino;ĉapelo profila kanalo faranta maŝino

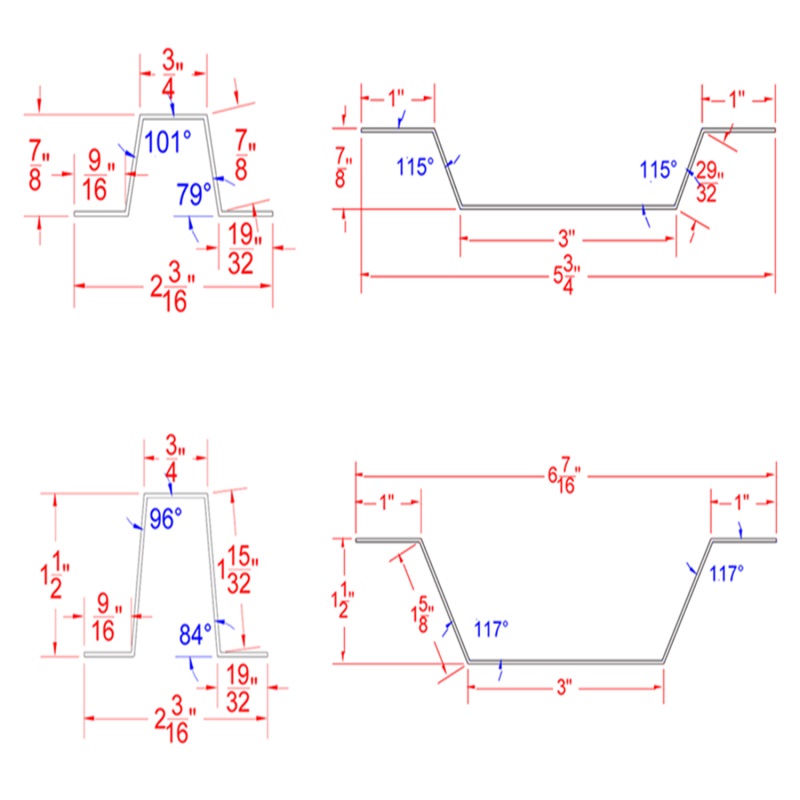
La ĉapela kanala maŝino estas industria ekipaĵo uzata por produkti ĉapelformajn metalajn kanalojn, ankaŭ konatajn kiel kaŭĉukaj kanaloj aŭ elastaj kanaloj.Ĉi tiuj kanaloj estas ofte uzataj en la konstruindustrio por disponigi rezisteman muntan surfacon por gipsoplanko aŭ aliaj plafonaj kaj muraj konstrumaterialoj.
Rulo formanta maŝino konsistas el serio de ruliloj kiuj laŭstadie formas platan metalan strion en la deziratan ĉapelan sulkon profilon.La maŝino kutime konsistas el malvolvilo por sekurigi kaj nutri la metalan strion, ebenigi kaj tranĉi sistemon por prepari la strion por formado, serio de formado de stacioj kun alĝustigeblaj ruliloj kaj por apartigi la pretajn lenojn en postulatajn longojn tranĉan sistemon.La procezo komenciĝas per nutrado de la metalstrio en la maŝinon per malvolvilo.La strio trapasas ebenigon kaj tranĉan sistemon por certigi, ke la metala peco estas plata kaj rekta.Ĝi tiam pasas tra serio de formado de stacioj kie ĉiu rulpremilo laŭstadie formas la metalstrion en ĉapelan kanalprofilon.Fine, tranĉa sistemo dividas la formitan kanalon en la postulatajn longojn.La rapideco kaj precizeco de la ĉapela kanala rulforma maŝino povas esti kontrolitaj per la kontrolpanelo.Iuj maŝinoj ankaŭ inkluzivas funkciojn kiel aŭtomataj lubrikaj sistemoj kaj komputilaj kontrolsistemoj por facila operacio kaj bontenado.
Ĝenerale, ĉapelaj kanalaj rulmaŝinoj estas esencaj por la efika kaj preciza produktado de ĉapelformaj metalkanaloj uzataj en diversaj konstruaj aplikoj.





